|
ECOSTAR DC50 (BE4) - GULL WING DOORS
|
|||||||||||||||||||||||||||||
|
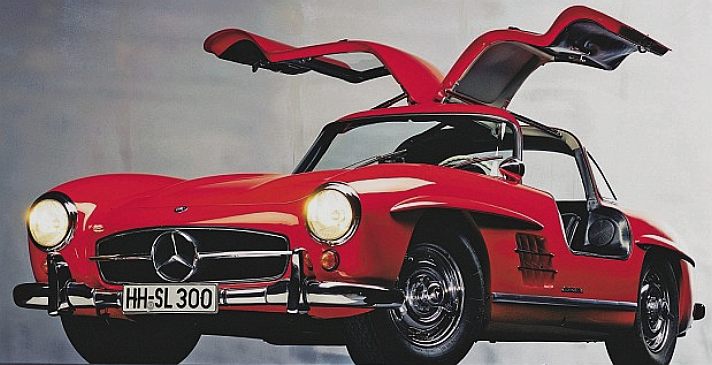
The decision was made to go for 'gull-wing' doors rather than butterflies in April 2014. The feature is so alluring it is hard to find something that tops it and also provides the wide open exit that such a low sports car will need. To get some idea as to the attraction, check out the classic German Mercedes and the modern Japanese EVs below. BMS's Ecostar is potentially the smallest 'road' car (by volume) to use gullwing doors.
The original Mercedes 300 SL 1956 and contemporary AMG Mercedes gull-wing designs. Timeless. The sports cars are lower than the city cars below, so will benefit more from the extra headroom on exit.
You can see that the 300SL gull-wing doors are near centrally hinged. This needed a good strong steel beam to bridge the windscreen A and B posts.
DESIGNING A MODERN CLASSIC
Finally,
we have an opening that is begging for a gull wing door to fill it. The common misconception
is that the gull-wing doors are mere stylistic affectations. The truth is
that the design is a very practical in a tight urban parking space. When properly designed and
counterbalanced gull wing doors require little side-clearance to open (about 27.5 cm, or 11" in the DeLorean) and allow much better entrance/egress than conventional doors. The most obvious downside to having gull-wing doors is that, should the car roll over and come to rest on its roof, exit by the doors would be impossible, requiring a large
side or windscreen opening to escape. The DeLorean had a windscreen that was able to be kicked out of place in the event of a
roll-over.
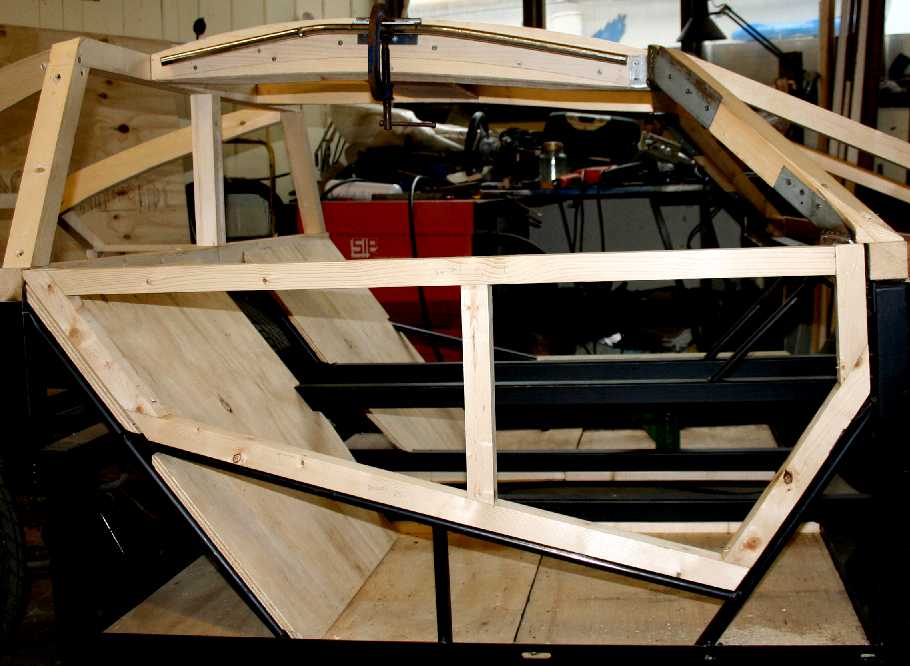
You saw how we used an old office chair as the starting point for positioning of the dashboard, A and B pillars, etc. Finally, the office chair is to be replaced with an integrated custom build that cossets the driver in bucket seat fashion. The steel is seen here cut in rough for the gull wing door lower frame - May 2014.
The plywood flooring has been removed to be sealed and the gull-wing wooden test pieces have been replaced with steel tubing - May 2014.
The steelwork has been sanded to remove surface rust and primed with a water based paint that converts rust, prior to priming and painting, after which the floors will be re-fitted - May 2014. We hope to have the doors fitted and working in not too long. Doubtless there will be several mocks ups before a design is finally adopted. City cars are so short that it really tests designers to come up with a balanced look and a car that is properly functional.
With the wooden floors re-fitted, a template is made from a plywood off-cut for marking of the left and right back rests. Note that the pattern fits snugly around the steel chassis tubes. Using templates ensures that the seat backs will fit perfectly and wastage will be minimized. It also means that duplicate cars can be produced for kits and other potential versions.
Now that's what we call a snug fit. The plywood has been taper cut at the top and bottom. The seat back has also been cut around the chassis steel tubing which will form a bulkhead to stiffen the structure when bonded in place.
With the seat backs and the side frames now at the correct angle for driver comfort and ease of exit, the reinforcing of the roof pivots can begin to hang the gull wing doors. We found that with just two pivot screws holding the roof up between the A post upright and windscreen top edge, that the screen frame moved when leaned on - hardly surprising - but we don't want to take chances before moving on to carbon fiber sheathing, or other reinforcement - so steel reinforcing brackets are needed.
As these are compound angles, the first stage is to make a template from cardboard. This will save hours working out the angles from Autocad, and even then you'd have to print a drawing and repeat the process. The cardboard templates are shown above. They are a little rough but when moving to steel will be fine tuned. When constructing a hand built car this is called fettling. Most of the woodscrews used in the build of the Ecostar were stainless steel from Screwfix. Their carpenters trade case (shown above) is good value.
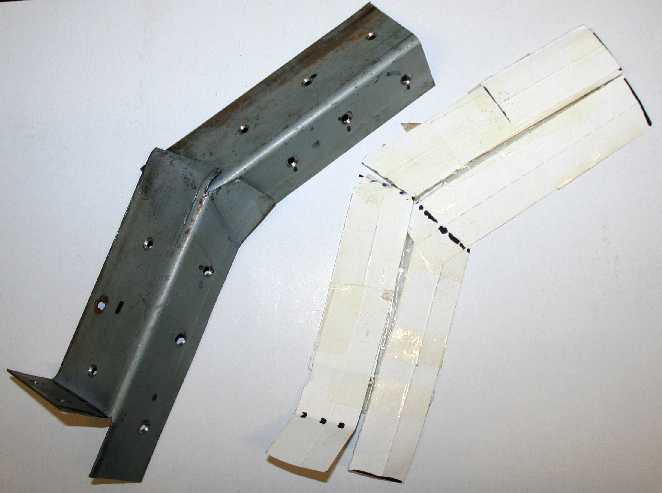
The cardboard templates are then transferred to steel. Note that for each side of the windscreen, that 5 separate pieces of steel are needed to create the folded development. Cutting from one large sheet would use a lot more sheet steel - and we had nothing that size in stock. Steel sheet of 2 and 3 mm thickness was used. Some accurate folding is needed by your blacksmith. We used a 6" vice and a 16oz ball peen hammer. We also used Eclipse bi-metal hacksaw blades with 24 teeth per inch. These flexible blades are tough and cut through steel accurately like butter.
All you need is love. That's not quite true. You also need some hand tools. The need to master basic tackle like that shown above is underestimated. The carpenters hand saw is another tool that in the hands of a craftsman can produce just about anything in wood. We used the Spear and Jackson predator @ 10 teeth per inch. This superb saw is ideal for second fixings - and building cars. Timber is a valuable sustainable resource.
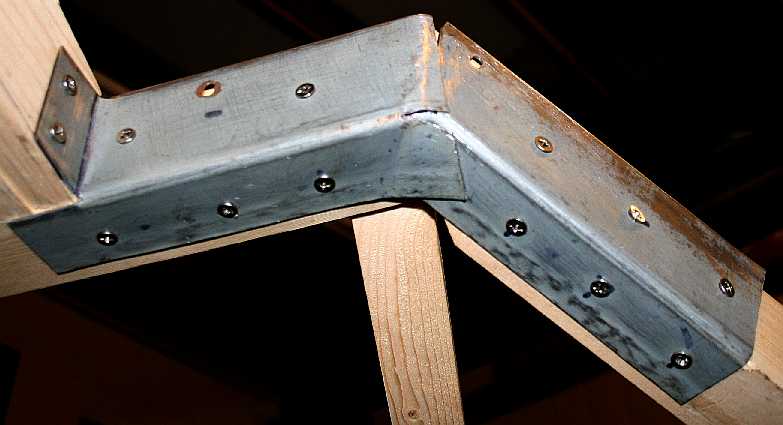
This is what the A post mountings look like when placed together before welding. When working in steel, it is important at every stage to be sure that the component parts fit together as per the cardboard template. Cardboard is bendy and forgiving, steel is not. It either fits, or it does not.
The steel reinforcing windscreen mounts need to be reproduced in mirror image for the opposite side. None of the reinforcing steel brackets will be welded together, or to the chassis at this stage. The parts are pre-drilled and countersunk for fixing to the wooden frames. A good eye is essential as is skill as a blacksmith.
[Left] This picture shows the offside (UK drivers) steel windscreen reinforcing test screwed to the wooden frame. This ensures that the join is close enough for a good weld. You can see how tight we like our joins. Especially when welding thinner sections. [Right] The nearside bracket is shown welded. Another plate is to be fitted on the top edge and welded.
The A post lower mountings are shown above welded to the chassis. Another plate will be added on the other side - as the second stage of fabrication gets under way - but not before the gull-wing door mountings are tried in principle.
Gull wing doors hinge from the top either centrally or with two hinges set a distance apart. Our hinges will be central due to a curved roof and for simplicity. The central hinge position required beefing up. Imagine that both doors are opened at once; the strain on the roof. Even in prototype form we want the doors to work well and not fatigue during shows, demonstrations and other events. The picture above shows a roof beam removed to be shaped and have a hinge block glued to the other timbers. We used ordinary PVA wood adhesive for these laminations. Epoxy adhesive may have been stronger but would have been overkill.
This roof beam is refitted to the Ecostar. The ledge created on the inside edge will carry timber across to the other ledge (also to be bonded in situ), that torsional forces from a door opening may be absorbed throughout the structure. Two doors opening at once will tend to cancel out such torsion, but drivers will inevitably lean on or use the doors themselves for leverage. A lower plywood shelf will be fitted to create a box.
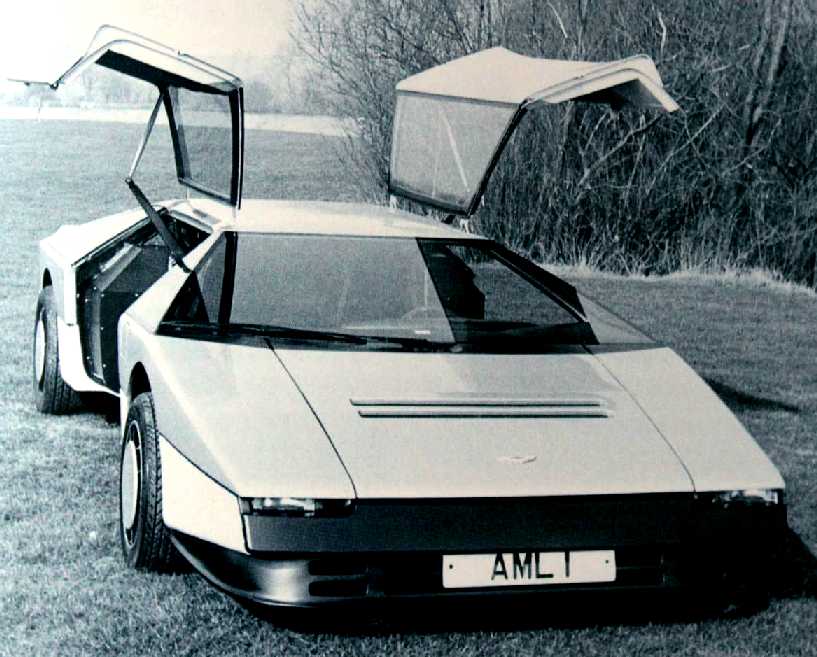
The spacing of the roof beams is part way between a De Lorean and the Aston Martin Bulldog (seen below). The wider spacing on the Bulldog may have made getting out of the car difficult - as in a more sideways exit. Our spacing allows a natural up and out exit. From such a low seating position it will always require more effort to lift yourself up, than from a higher starting point. As with many high performance sports designs, this is a car for more agile persons.
Timber is bonded in place centrally between roof beams. This reinforces the hinges which are made from stainless steel to class 13 standards. Once the adhesive is applied, the wood is positioned accurately and clamped. 'F' clamps are perfect for fast assembly work. A large 'T' section bar-clamp is used to keep lateral pressure applied until the PVA glue is dry.
These high quality ball bearing hinges should be meaty enough to carry the load of the doors, which, we are aiming to produce to weigh less than 20lbs each (target). The specification of this type of hinge is aimed at high use areas in public buildings. That means hallways where fire doors are opened and closed 10 times an hour or more. Cars doors are rarely opened and closed more than 3 or 4 times a day.
The top frames are formed in oval steel tubing. Square section is acceptable, provided the increase in thickness is not a problem. It is harder to bend square tubing. Proof that our welds are solid is that welded sections did not give when the tubing was formed near to the welds. Both top sections are formed at the same time in mirror fashion to save time.
You will end up with a kit of parts that will need to be jigged and welded. Prototype or custom fabricating is time consuming. Patience is essential. It is better to do a full test fit before welding - and once again to weld the doors in mirror fashion in pairs, to save time getting the welding kit in and out. Using a central hinge requires balanced lifting from twin struts. Most production cars with gull-wing doors use nitrogen gas spring struts.
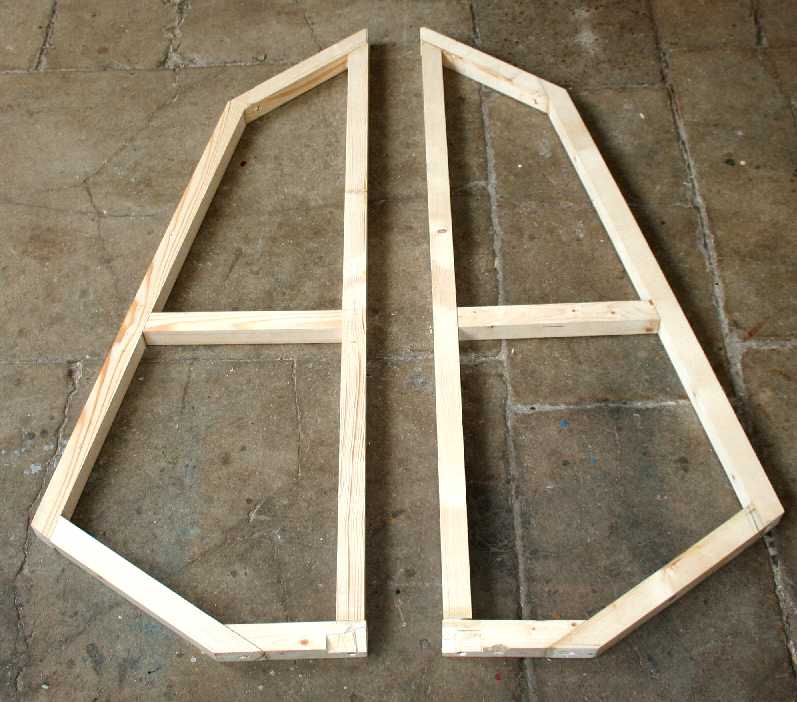
While the upper (roof and window) section of the driver's gull wing door is fabricated in steel tubing, the lower door section is made of softwood. This will be skinned in aluminium - in Morgan fashion. Composite fabrication saves a lot of weight. The wooden frame is made first to be able to bring the steel framework down to a definite point and cut. The wooden frame is tested on the passenger opening for fit, which it did rather well, meaning that the drivers door can now be used as a jig for the passenger door - with just minor mirroring of details to complete.
[Left] Identical parts are cut to match the original (drivers) door above. They are placed on top of the drivers door until all six sections fit exactly. [Right] The passenger door parts are then clamped to the driver's door and drilled for pinning and bonding.
Passenger (nearside) and driver's (offside) doors pinned and bonded. Nearside refers to the nearest door to the kerb, which, in the UK is the left hand door. We drive on the left and typically park facing in the direction of travel (forward). Parking the other way around is an offence, because vehicles approaching would see a white reflection, instead of a red reflector. That is sufficient to confuse some drivers and cause accidents. The lower part of the frame is the A post end and the pointed upper end is the B post end.
B and A post steel reinforcing/mounting brackets before welding. Once the component parts are welded together, they will be screwed to the wooden frames. These brackets will them be tack welded to the upper steel frames - shown below.
Lower door brackets welded together, drilled and countersunk
Next the steel frame is bolted to the hinge. Then the sides are tack welded in place with steel sheets underneath to catch the weld spatter. The leading join from roof angle to windscreen could not be bent to shape with compound angles and oval section, rather it had to be tacked, and a curved section welded in underneath. After that the top can be shaped and another curve welded in to complete. Production versions could be machine bent to profile in circular section alloy tubing. A local moulding company has advised on production of moulds for producing kits in GRP and carbon fibre.
The fun part is the first couple of test openings. Jeepers it works. Unfortunately, not yet the full monty, without the lower wooden frame still to be attached. But, it gave us a good idea of the look when complete. Here the swing is a bit too far up. More importantly, getting in and out of the car is a doddle. The clearance above the drivers head is superb. Even without the lower door section it is a pleasure to the wide swing.
It will soon be time to make the wheel arches, then the body panels. For now we need to complete the gullwing door skins and mechanicals. The door lock and release mechanism will be an interesting challenge. The lower wooden door frames need to be shaped with a plane. The top edge is curved as it goes from windscreen to door panel. This complicates the placing of the steel plates that are welded to the gullwing steel top frames, then screwed to the wooden lower frames. You may have noticed that the door shape is ideal for scissor (front hinges) or butterfly hinging. Gull wing doors offer superior access for the driver by far.
The wooden side-screen ledge needed to be shaped to a curve prior to welding the steel saddle mount at the front to the 3mm steel plate mountings that are screwed to the inside edge of the door - front and rear. The steel saddle is formed and placed on the ledge ready for welding. There is a lot more shaping of the timber frame to be done. We used a Bosch power plane to get a rough shape, then wood rasps to complete. Its a bit like making furniture, except that it is all done by hand.
The tubular steel top frame is welded to the lower plate mountings to form a completed door assembly, minus screen and door-skin. The door is propped open with a length of softwood to simulate the correct opening angle with a gas strut fully extended. The doors came in under 10kg. One ram is more than sufficient to open the door, which opened well even without the balancing from two rams. We may though test a dual hinge arrangement when it comes to experimenting with locks, so that we get a really nice feel. The CAD drawings below show the angle the doors will open to - that in the right seems to allow access with reduced loadings on the frame. It's all down to the basic mechanical advantage ratio. With a 10kg door and 5:1 ration you'll need a gas strut with 50kg of force + another 5kg to overcome frictional resistance. You can ignore the rate of acceleration of the door - we just want it to open sedately.
You may also notice the grille design changing as our artist has a work out. The face of a car is an important distinguishing feature that also has to be functional, as in, allowing air in for ventilation.
Some of the switches and navigation equipment will be in a roof mounted console aircraft style. We even have the design for a fully functional and road legal joystick control that might find its way into a show car version at some stage in the future. EVs lend themselves to such controls, as there is no stick shift. See Google's driverless EV for complete autonomy.
The single central hinge worked, but would have needed a heavier machined item to be made with very tight tolerances, if to provide satisfactory operation in the long-term. For this reason we went over to a twin hinge arrangement to spread the load. This meant repositioning wooden mounting blocks for reinforcement as per the above photo: left. It also meant raising the pins above the cabin for clearance, whereas with the central hinge clearance was good with the hinge-point fractionally below the roofline. There is a solution to this problem as per the Mercedes 300 SL, a master-class of design innovation: the picture on the right above shows an offset hinge point inside and under the roof beam, with an extension to the door - actually common practice in nearly all modern automobiles (hatchbacks and bonnets). Unfortunately for us, our cabin is rather a closer fit. So, for now we'll go with streamlined flying hinges.
The project leader fettles a hinge for the passenger gull wing door. For prototyping purposes these are (at the moment) 6mm mild steel pins with 3mm steel barrels welded to extended mounting plates.
The gull wing doors are seen here in bare frame. They are now fitted and working on the gas rams. They still need some fine tuning and skinning. The roof will be carbon fibre. We're not yet sure what to make the side screen of, or the door skins: Glass or polycarbonate, carbon fibre, ally or plywood? For the Cannonball Jogle, maybe the screens should be polycarb, simply to save weight. As for the doors, well, Lamborghini had glass doors.
Another view of the gull-wing doors with the roof panel clamped temporarily. The roof will of course feature solar panels. It is almost a shame that all this natural wood will disappear as the bodywork is made.
Rear view: The rear of the car now has the makings of the cover that protects the loading mechanism. This is known affectionately as the "fanny-pack" in the workshop. It will be worked into the design of the tail, such as to be less obtrusive and thus should become an interesting feature. August 28 2014.
Back to basics. You'll need something like these 10mm ball mounting brackets. We used this make because they are 3mm steel that will allow us to be relatively brutal - if we need to. Note the two different types of gas ram with plastic and steel cup ends. They both work fine.
These are electrically operated rams that are specifically designed for gull-wing doors by Autoloc. They come with a remote control, making it possible to open the doors before a driver is close. Handy when carrying shopping. They can lift 200lbs to an angle of 180 degrees.
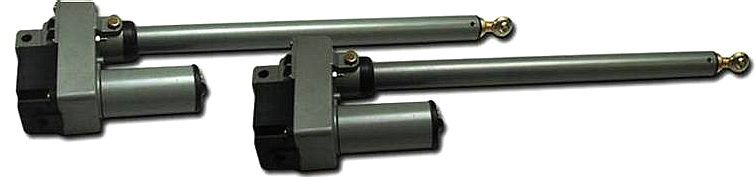
Left: Chassis tech linear actuator, also with 200lbs force and similar design to Autoloc. Right: 18" powerjack from Senua, typically used to align satellite dishes.
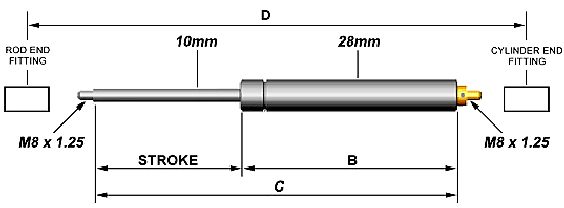
We at first wanted a twin gas spring setup for each door to balance the lift against a central hinge - but that proved to be impractical when the driver came to exit. That led us to using a twin pivot arrangement with robust custom made hinges. A little experimentation is required. When ordering gas struts make sure the stroke when coupled with the full extension 'D' will give you the angle of door opening that you need. Struts are available off the shelf that can lift from 10-100 lbs and more. Ours arrived by City Link courier just 2 days after placing the order.
Hawk do a nice range of alarm and central door locking equipment
GULL WING DOOR ISSUES
The swing of the doors is important when parking. A driver should be able to enter and exit the vehicle without too much effort or banging his head. That sounds obvious, but with prototyping, a vehicle is typically built without giving too much thought to the ease for everyday use and more for style. The Ecostar prototype car is designed, as far as is possible at this stage, to be sold as a kit for DIY electric vehicle enthusiasts who would like more range than currently available from production EVs. Thus, the ease of entry has been given a great deal of thought - especially as this car is so low. Conventional car doors are usually hinged at the front-facing edge of the door and the door swings outward and forward in a horizontal plane. A gullwing is hinged from the top and swings up like the bird raising its wings in flight.
GULL WING DOOR HISTORY
'Gull-wing' door is an automotive industry term describing car doors that are hinged at the roof as pioneered by the 1952 Mercedes-Benz 300SL race car (W194) and its road-legal version (W198) introduced in 1954.
Left: The famous "Back to the Future" car, De Lorean. Right: Gumpert Apollo racing car used in Dubai.
OTHER
DESIGN CONSIDERATIONS
If we didn't know better, we'd say that Mercedes had some kind of a love affair with gull wing doors. Do they hold the record for cars made with this design feature? Can't be far off. This C111 is a clean and well balanced design for the period.
In what must have been a moment of '2"*%!' Aston Martin abandoned their careful classic styling for this rather boxy, angular design that is sure to turn heads, but possibly not for the reasons they were aiming at. The Bulldog is aptly named. Full marks for giving it a go.
The
Ford Evos is an impressive looking show car, but we wonder if the flamboyant
openings might be practical in everyday use. The Ford Evos is a coupe style plug-in hybrid grand tourer concept car unveiled to the public at the September 2011 Frankfurt Motor Show.
Very ordinary road cars can be turned into something special, such as the Citroen on the left - much better looking than the standard road car. Even the Mini Cooper on the right has just that little extra sparkle.
Left: The BMW i8 - does not have gullwing doors, but it is interesting in that the butterfly door opening looks restrictive. This hybrid has only a 37 mile range when driving clean. Right: A Tesla X, that we are unsure of as to concept or production car status.
Michael
Vetter put his carbon fibre where his mouth is and built his own car called the 'Extra Terrestrial
Vehicle'. It is Michael's take on what the future holds for us all. The
car is based on a Chevrolet platform, using a supercharged 2.0-litre 270
bhp petrol engine with front wheel drive and a five-speed gearbox. All
pretty normal, except for the body, which is sure to disrupt the space/time continuum
as you head off into the future. The ETV features a five-foot high windscreen, gullwing doors operated via
remote control. The car reminds us of a computer mouse. A very expensive
mouse that will set you back £75,000.
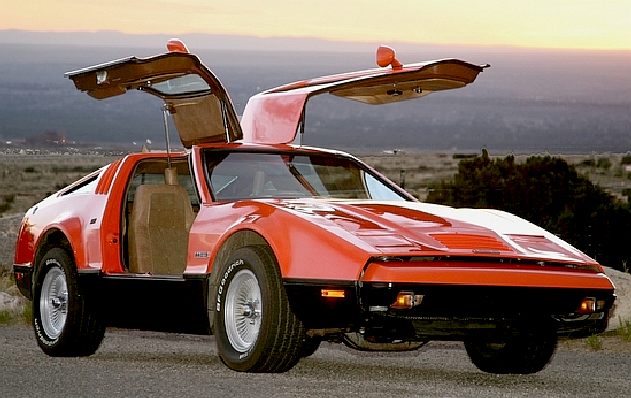
Two interesting American sports cars with gull wing doors. Above: the Bricklin, shown doors opened and closed, and below, the Cimbria, which looks tremendous - mainly because of the gull wings. In red, both share similar lines with the Eagle kit car, though (in our opinion) better developed. The nose of the Cimbria is rather Nova-ish.
This is the first gullwing car that we've seen made from lego - superb
ECOSTAR DC50 EV COACHWORK FEATURES
ECOSTAR DC50 LINKS A-Z INDEX
EXTERNAL LINKS & REFERENCE
Mercedes-to-produce-electric-sls-gullwing - Mercedes-plugs-in-with-sls-amg-electric-drive/ http://green.autoblog.com/2009/07/16/officially-official-mercedes-to-produce-electric-sls-gullwing/ http://www.thedetroitbureau.com/2012/09/mercedes-plugs-in-with-sls-amg-electric-drive/ Gull-wing_door http://en.wikipedia.org/wiki/Gull-wing_door Dune_buggy http://en.wikipedia.org/wiki/Dune_buggy http://www.ebay.co.uk/bhp/beach-buggy http://www.beachbuggies.co.uk/ http://cars.uk.msn.com/features/the-10-greatest-ever-kit-cars?page=7 http://www.smartplanet.com/blog/bulletin/toyotas-smart-insect-car-adapts-learns-and-says-hello/ http://www.plugincars.com/one-seat-12000-ev-commuter-car-europe-129009.html http://ec.europa.eu/transport/themes/research/horizon2020_en.htm http://www.agnimotors.com/site/ Toyotas-smart-insect-car-adapts-learns-and-says-hello One-seat-12000-ev-commuter-car-europe http://www.autoloc.com/catalog/Gullwing-Door-Kits/Automated-Power-Kits-with-Remote http://www.autoloc.com/ http://www.halfords.com/ http://www.screwfix.com/ Gullwing-Door-Kits/Automated-Power-Kits-with-Remote - Autoloc http://www.cargasstruts.co.uk Car gas struts - Struts direct - Assoc spring - Metrol.Springs
|
|||||||||||||||||||||||||||||
|
This
website is Copyright © 2015 Bluebird Marine Systems
Limited.
The names Bluebird,
Blueplanet BE3,
Ecostar BE4™, Utopia Tristar™
and the blue bird in flight
|